|
|
|
 |
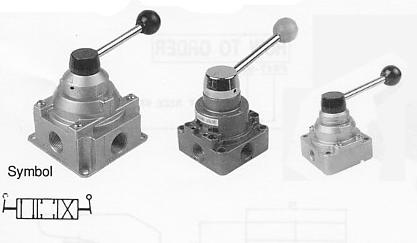
標準氣壓式壓床 |
|
|
|
|
|
| 詳細資料 |
機種特性一覽表
|
機種型式
|
一般型
|
衝擊型
|
增壓型 |
|
作動類別
|
單速度
|
二段式
|
二段式 |
|
主要特性
與
適用作業
|
|
|
|
標準氣壓式壓床
|
機種型式
|
一般型
|
衝擊型
|
|
點選圖片
看
詳細規格
|
.JPG)
|
.jpg)
|
.jpg)
|
.JPG)
|
|
機器型號
|
APS-2H
|
APS-500, 500B
|
APS-1000, 1000B
|
IPS-3T
|
IPS-5T
|
|
機台結構
|
單機柱
|
雙機柱
|
單機柱
|
雙機柱
|
|
輸出能力
|
200 (kg)
|
500 (kg)
|
1,000 (kg)
|
3,000 (kg)
|
5,000 (kg)
|
|
適用腳架
|
----
|
AH-1T
|
AH-1T
|
AH-1T
|
|
機種型式
|
增壓型【資料整理中】
|
|
點選圖片
看
詳細規格
|
.JPG)
|
|
|
|
機器型號
|
BPC-3T
|
BPC-5T
|
BP4S-3T
|
BP4S-5T
|
BP4G-3T
|
BP4G-5T
|
|
機台結構
|
機體式
|
四柱式
|
四導柱式
|
|
輸出能力
|
3,000 (kg)
|
5,000 (kg)
|
3,000 (kg)
|
5,000 (kg)
|
3,000 (kg)
|
5,000 (kg)
|
|
適用腳架
|
AH-1T
|
OH-3T
|
AH-1T
|
AH-1T
|
特殊規格氣壓式壓床【訂製品】
|
機 種
|
大口徑型
|
|
|
|
點選圖片
看
詳細規格
|
.JPG)
|
|
|
|
機器型號
|
APC-2T
|
|
|
|
機台結構
|
機體式
|
|
|
|
輸出能力
|
2,000 (kg)
|
|
|
|
適用腳架
|
OH-3T
|
|
|
標準氣壓床專用腳架
|
|
腳架實體
|
安裝範例 |
|
點選圖片
看
詳細規格
|
.JPG)
|
.JPG)
|
|
腳架型號
|
AH-1T
|
|
腳架結構
|
鋼板壓摺成型
|
|
腳架附件
|
360度活動輪子x4,水平調整腳座x4
|
 氣壓床使用須知概述 氣壓床使用須知概述

-
一般而言、氣壓床大部分用於較為輕量之加工作業,氣壓床作動的原理,係由壓縮空氣推動氣缸活塞,經其主軸傳導、將力量導入加工件,因主要動力來源是壓縮空氣,所以受制於壓縮空氣動力特性,其力量輸出較為柔性、續壓性,作業性質較適合鉚接、擠入、成型、壓摺等,較不適合裁切、沖切等作業。
-
增壓式氣壓床,係以壓縮空氣為動力,油為力量傳導媒介,利用活塞面積比例提昇單位面積壓力,利用油之極低壓縮性質,大幅提昇容油端之單位壓力,藉此達到接近油壓系統之高操作壓力目的,適合需要大力量加壓的短行程加工作業,作業性質較適合短程的鉚接、擠入、成型、壓摺等作業。
-
壓縮空氣供應源頭,應盡量接近氣壓床所在位置,若供應源頭距離較遠,則須搭配大口徑的管線,甚至必須在終端管線加裝穩壓器,以避免氣壓床於作業時,產生加壓不穩定現象。
-
空氣壓縮機之下限壓力【起動壓】,不得低於線上氣壓床所設定之操作壓力,否則將造成壓力浮動現象,導致氣壓床輸出不穩定。
-
大口徑氣缸空氣消耗量驚人,所需搭配的空氣壓縮機及管線亦需大型化,除非特殊需求,氣壓床應盡量避免使用大口徑氣缸,一般來說、以缸徑 Ø150 作為分野點,氣缸口徑在足夠加工需求下,亦相對越小越好,越符合經濟效益。
-
平時多注意空氣管線內之水分排除,以及氣壓床配置之噴油器的油品填加,隨時保持氣壓床動態機構之清潔,將大幅有效延長機器使用年限及性能。
|

|
|
|
| |
氣壓床應用範例
|
.JPG)
|
 |
.JPG) |
|
APS-500 加裝加熱與溫度控制裝置
|
APS-1000 加裝小型氣動滑台裝置
|
氣壓式四導柱型熱壓成型機
|
|
|
|
|